

Metodologi Six Sigma pertama kali diperkenalkan
oleh Motorola pada tahun 1987 oleh seorang Engineer yang bernama Bill Smith dan
mendapat dukungan sepenuhnya oleh Bob Galvin sebagai CEO Motorola pada saat itu
sebagai Strategi untuk memperbaiki dan meningkatkan proses serta pengendalian
kualitas (Proses Improvement and Quality Control) di perusahaannya. Six
Sigma mulai terkenal dan menjadi Populer di seluruh dunia setelah Jack Welch
mempergunakannya sebagai Bisnis Strategi di General Electric (GE) pada
tahun 1995. Secara umum, Six Sigma adalah metodologi yang dipergunakan untuk
melakukan upaya perbaikan dan peningkatan proses yang berkesinambungan atau
terus menerus (Continuous Improvement).
SIX SIGMA berasal dari kata SIX yang berarti enam
(6) dan SIGMA yang merupakan satuan dari Standard Deviasi yang juga
dilambangkan dengan simbol σ, Six Sigma juga sering di
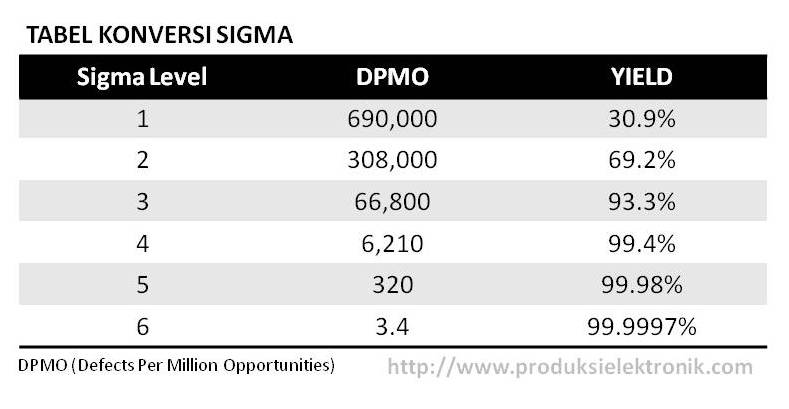
simbolkan menjadi 6σ. Makin tinggi Sigma-nya, semakin baik
pula kualitasnya. Dengan kata lain, semakin tinggi Sigma-nya semakin rendah
pula tingkat kecacatan atau kegagalannya. Seperti Tabel konversi Sigma dibawah ini.
Strategi
yang dilakukan oleh Six Sigma adalah :
- Fokus terhadap Kepuasan dan Kebutuhan Pelanggan (Customer Focused)
- Menurunkan tingkat kecacatan (Reduce Defect)
- Berkisar di sekitar Pusat Target (Center around Target)
- Menurunkan Variasi (Reduce Variation)
Konsep dasar dari Six Sigma sebenarnya berasal
dari gabungan Konsep TQM (Total Quality Management) dan Statistical Process
Control (SPC) dimana kedua konsep tersebut berasal dari pemikiran-pemikiran
para pakar seperti Deming, Ishikawa, Walter Shewhart dan Crossby. Dalam
perkembangannya, Six Sigma yang mulanya adalah sebuah metric berkembang menjadi
sebuah Metodologi dan saat ini sudah menjadi sebuah Sistem Manajemen.
Tingkatan
Posisi bagi orang dalam Metodologi Six Sigma adalah :
- Champion / Sponsor (Top Management)
- Master Black Belt
- Black Belt
- Green Belt
- Team Members (Anggota Team)
- Proses Owner (Pemilik atau orang yang mengerjakan proses)
Pengetahuan
tentang Statistik wajib dimiliki bagi orang yang menggunakan Metodologi Six
Sigma ini terutama pada posisi Green Belt, Black Belt dan Master Black Belt.
Untuk
mendapatkan sertifikasi Green Belt, Black Belt dan Master Black Belt
diperlukan pelatihan khusus dan di uji oleh badan penguji seperti ASQ (Amerika
Serikat) dan SQI (Singapura).
Terdapat
5 Tahapan yang dipergunakan Six Sigma dalam penyelesaian masalah dikenal dengan
Metode DMAIC , yaitu :
1. DEFINE
Yaitu
Tahap pertama dalam Six Sigma untuk mendefinisikan dan menyeleksi permasalahan
yang akan diselesaikan beserta Biaya, manfaat dan dampak terhadap Pelanggan
(customer)
Alat-alat
(Tools) yang digunakan dalam tahapan Define ini antara lain :
- Function Deployment Process Map
- SIPOC Map (Diagram Supplier, Input, Proses, Output dan Customer)
- Pareto Chart
- FMEA (Failure Mode Effect Analysis)
- Affinity Diagram
- Relation Diagram
- Cause and Effect Analysis (Fishbone Chart dan Cause and Effect Matrix)
2. MEASURE
Measurement adalah Tahapan Pengukuran terhadap
Permasalahan yang telah didefinisikan untuk diselesaikan. Dalam tahap ini
terdapat Pengambilan data yang kemudian Mengukur Karakteristiknya serta
kapabilitas dari proses pada saat ini untuk menentukan langkah apa yang harus
diambil untuk melakukan perbaikan dan peningkatan selanjutnya.
Alat-alat (Tools) yang digunakan dalam tahapan
Measurement adalah :
- Cause and Effect Analysis (Fishbone Chart dan Cause and Effect Matrix)
- Probability Distributions (Distribusi Probabiliti)
- Basic Statistic seperti Mean, Median dan Modus
- Gage Reproducibility and Repeatability (GR&R)
- Process Capability
3. ANALYSIS
Tahapan Analysis adalah tahapan untuk menemukan
solusi untuk memecahkan masalah berdasarkan Root Cause (Akar Penyebab) yang
telah di-identikasikan. Di dalam Tahapan ini, kita harus dapat menganalisis dan
melakukan validasi terhadap Akar Permasalahan (Root Causes) atau Solusi
melalui pernyataan-pernyataan Hypothesis.
Alat-alat
(Tools) yang digunakan dalam tahapan Analysis adalah :
- Hypothesis Testing
- Regression
- Correlation Analysis
- ANOVA (Analysis of Variance)
- Multi-Vari Analysis
- Contingency Table
4. IMPROVE
Setelah mendapat Akar Permasalahan dan Solusi
serta men-validasi-nya, tahap selanjutnya adalah melakukan tindakan perbaikan
terhadap permasalahan tersebut dengan melakukan pengujian dan percobaan untuk
dapat meng-optimasi-kan solusi tersebut sehingga benar-benar bermanfaat untuk
menyelesaikan permasalahan yang kita alami.
Di Tahap Improvement, alat yang digunakan adalah
DOE atau Design of Experiment yang terdiri dari :
- Factorial Design
- General Full Factorial Design
- Fractional Factorial Design
5. CONTROL
Tujuan dari tahapan Control adalah untuk
menetapkan Standarisasi serta mengontrol dan mempertahankan Proses yang telah
diperbaiki dan ditingkatkan tersebut dalam jangka panjang dan mencegah potensi
permasalahan yang akan terjadi di kemudian hari ataupun ketika ada pergantian
proses, tenaga kerja maupun pergantian manajemen.
Alat-alat (Tools) yang digunakan dalam tahapan
Control adalah :
- Poke Yoke (Mistake Proofing)
- Process Control Plan
- Process Control Chart
source : http://www.produksielektronik.com
Tidak ada komentar:
Posting Komentar